Unite Science and Casting Technologies
Unite Science and Casting Technologies
Low pressure die casting
Low pressure die casting
Low-pressure die casting is a method of production that uses pressure – rather than gravity – to fill molds with molten metal such as aluminum and magnesium. In this process, the holding furnace is located below the cast and the liquid metal is forced upwards through a riser tube and into the cavity.
The pressure is applied constantly, sometimes in increasing increments, to fill the mold and hold the metal in place within the die until it solidifies. Once the cast has solidified, the pressure is released and any residual liquid in the tube or cavity flows back into the holding furnace for “recycling.” When cooled, the cast is simply removed.
High pressure die casting
with filling chamber
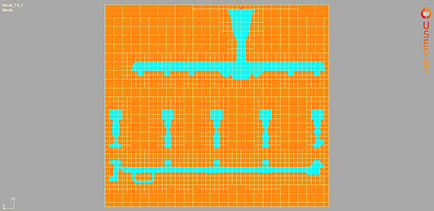
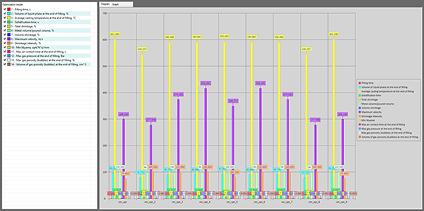
Make full process simulations (meaning gravity filling of chamber followed by piston movement) for high pressure diecasting simulations.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic
Pressure casting
TILT pouring
During tilt pour filling (or “tilt casting”), a manufacturer connects a crucible (also called a “pour basin”) directly to mold gates. These openings in the mold lead to a network of interior sprues allowing molten material to flow inside the mold cavity.
A slow rotation of both the crucible and the gating system enables liquefied metal to fill the mold completely. This tilting movement reduces problems associated with abrupt filling, which may accidentally trap air pockets inside the interior. Today, automation permits close control over the tile pour process.
Pressure casting
Pressure casting, also known in manufacturing industry as low pressure casting or pressure pouring, is another variation of permanent mold casting. Instead of pouring the molten metal into the casting and allowing gravity to be the force that distributes the liquid material through the mold, pressure casting uses air pressure to force the metal through the gating system and the metal casting’s cavity. This process can be used to cast high quality manufactured parts.
Basic permanent mold casting is a generic term used to describe all permanent mold casting processes. The main similarity of this group being the employment of a permanent mold that can be used repeatedly for multiple metal castings. The mold also called a die, is commonly made of steel or iron, but other metals or ceramics can be used.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic
Ladle pouring over lip
Ladle pouring over lip
A lip pouring ladle is a specialized tool used in foundries for manually pouring molten metal into molds during casting processes. It consists of a deep, bowl-like container with a pouring lip and a long handle. The pouring lip allows for precise control when transferring the molten metal to the mold, reducing spillage and ensuring accuracy. Lip pouring ladles are typically made from heat-resistant materials like cast iron or steel to withstand the high temperatures of molten metal.
They are essential in small-scale or custom casting operations where manual control is needed to produce high-quality castings with minimal defects.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic
Gravity casting
Gravity casting
Gravity casting is among the oldest known processes for fabricating metals and metal alloys. Molten metal is poured from a crucible into a mold under only the force of gravity, without the use of pressurized gases, vacuums, or centrifugal force. Small-scale molds used for this form of casting have most commonly been made of sand, tufa stone, and cuttleborne as well as charcoal and plaster as these materials are generally easy to shape (unlike iron or steel), do not break down when suddenly exposed to high temperatures (unlike glass, wood, or plastic), do not deform easily (unlike silicone) and are widely available.
If Gravity casting is selected then the pouring rate is determined initially by the pressure height, the friction factor, and the relevant section area. Once the gating system is full the flow rate is a function of the geometry of the gating system and the casting as well as alloy specific flow data.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic
Bottom pouring ladles
Bottom pouring ladles
The ladle is fitted with a pouring nozzle in its base, closed by a refractory stopper rod. The metal is drawn from the bottom and is therefore slag free, and non-metallics such as deoxidation products are able to float out of the melt. The metal stream flows vertically downwards from the ladle so that there is no movement of the stream during pouring. The disadvantage is that the velocity and rate of flow change during pouring as the ferrostatic head changes.
Software simulates the change of flow in the ladle that occurs when the melt height in the ladle changes. Decreased height of melt in the bottom pouring ladle causes the decrease in flow rate and increase in the filling time.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic
Centrifugal casting
Centrifugal casting
Centrifugal casting is a process of choice for production of components of high material soundness. It is a technology for applications like jet engine compressor cases, hydro wear rings, many military products, and other high-reliability applications. It is a cost-effective method of providing complex shapes with reduced machining requirements and lower manufacturing costs.
The centrifugal casting process begins with pouring molten alloy into a preheated, spinning die which forces the metal outwards against the mold walls and pressures at this approaching 100 times the force of gravity. The die may be oriented either on a vertical or horizontal axis depending on the configuration of the desired part.

- Temperature
- Pressure
- Velocity
- Cavitation
- Shrinkage
- Bubbles
- Hot spot
- Form erosion
- Deformation
- Niyama
- dT/dt
- Temperature gradient
- Exothermic